제1장 토르크렌치(Torque Wrench)라는 것은 무엇인가? (토크렌치)
볼트 · 너트등 나사의 체결 토르크를 측정하거나 정해진 토르크로 조일 경우에 사용하는 공구입니다.

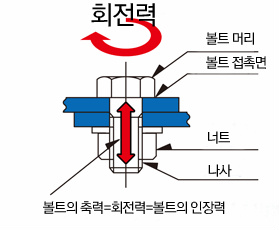
토르크는?
토르크는 볼트와 너트를 조이거나 풀 때 스패너와 렌치를 돌기를위한 힘 (회전력)을 의미합니다.
제2장 토르크렌치의 종류

프리세트형 라쳇헤드 토르크렌치
(1) 프리세트형 라쳇헤드 토르크렌치 (직접세팅방식)

기능
* 볼트 · 너트류의 체결 전용 토르크 렌치입니다.
* 토르크 설정은 직접 수치를 읽을 수 있는 기계 기구의 디지털 표시값을 제공합니다.
일반적인 주요 메모리 부분의 눈금을 읽을 필요가 없기 때문에 설정 오류 방지 및 체결 토르크의 확인 · 관리에 유용합니다.
* 미리 설정 한 토르크 값에 도달하면 "딸깍"소리, 또는 손에 가벼운 '진동'으로 알려드립니다.
용도
토르크 관리를 필요로 하는 곳에서의 일반 체결 및 조립 · 정비 점검에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 2~6 | 3~13 | 4~20 | 10~50 | 20~100 |
| 30~140 | 40~200 | 60~300 | |
(2) 프리세트형 라쳇헤드 토르크렌치 (직접세팅방식 홀더타입)

기능
* 볼트 · 너트 류의 체결 전용 토르크 렌치입니다.
* 토르크 설정은 직접 수치를 읽을수 있는 기계 기구의 디지털 표시 값을 제공합니다.
종래와 같은 주요 메모리 부 눈금을 읽을 필요가 없기 때문에 설정 오류 방지 및 체결 토르크의 확인 · 관리에 유용합니다.
* 미리 설정 한 토르크 값에 도달하면 "딸깍"소리, 또는 손에 가벼운 '진동'으로 알려드립니다.
* 소켓의 탈착이 용이하며, 작업시에는 분리하기 어려운 소켓 홀드 기구 장착 타입입니다.
* 원터치 조작으로 소켓 교체를 할 수 있습니다.
용도
높은 곳에서 토르크 관리를 필요로 하는 조립 · 정비 점검에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 4~20 | 10~50 | 20~100 | 30~140 | 40~200 |
| 60~300 |
(3) 프리세트형 라쳇헤드 토르크렌치 (메모리 세팅타입)

기능
* 볼트 · 너트 류의 체결 전용 토르크 렌치입니다.
* 토르크 설정은 직접 수치를 읽을수 있는 기계 기구의 디지털 표시 값을 제공합니다.
종래와 같은 주요 메모리 부 눈금을 읽을 필요가 없기 때문에 설정 오류 방지 및 체결 토르크의 확인 · 관리에 유용합니다.
* 미리 설정 한 토르크 값에 도달하면 "딸깍"소리, 또는 손에 가벼운 '진동'으로 알려드립니다.
* 본 제품의 토르크 설정은 렌치 후방의 설정 나사부에 육각 L 형 렌치를 삽입하여 세팅합니다.
* 설정 변경은 공구가 필요하므로, 조립 라인 등 일정한 토르크로 체결 작업 및 관리가 필요한 장면에 적합합니다.
용도
토르크 관리를 필요로 하는 곳에서의 일반 체결 조립 · 정비 점검에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 10~50 | 20~100 | 40~200 |
(4) 프리세트형 토르크렌치

기능
* 볼트 · 너트 류의 체결 전용 토르크 렌치입니다.
* 토르크 설정은 직접 수치를 읽을수 있는 기계 기구의 디지털 표시 값을 제공합니다.
* 미리 설정 한 토르크 값에 도달하면 "딸깍"소리, 또는 손에 가벼운 '진동'으로 알려드립니다.
용도
토르크 관리를 필요로 하는 곳에서의 일반 체결 조립 · 정비 검사에 적합합니다.
특히 대형 차량, 건축 토목 산업 기계, 조선, 플랜트 등의 체결에 적합합니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 60~420 | 100~700 | 100~850 | 100~1000 | 200~1400 |
| 700~2100 |
(5) 프리세트형 토르크렌치

기능
* 볼트 · 너트 류의 체결 전용 토르크 렌치입니다.
* 토르크 설정은 직접 수치를 읽을수 있는 기계 기구의 디지털 표시 값을 제공합니다.
* 미리 설정 한 토르크 값에 도달하면 "딸깍"소리, 또는 손에 가벼운 '진동'으로 알려드립니다.
용도
일반 체결, 조립, 정비 점검에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 1~6 | 4~20 | 10~50 | 20~100 | 28~140 |
| 40~200 | 60~300 | 75~400 | 120~600 | 150~800 |
(6) 프리세트형 토르크렌치 (락 홀더 기능탑재)

기능
* 볼트 · 너트 류의 체결 전용 토르크 렌치입니다.
* 토르크 설정은 직접 수치를 읽을수 있는 기계 기구의 디지털 표시 값을 제공합니다.
* 미리 설정 한 토르크 값에 도달하면 "딸깍"소리, 또는 손에 가벼운 '진동'으로 알려드립니다.
* 장애물에 헤드가 부딪혀도 소켓이 떨어지지 않는, TONE 오리지널 잠금 홀드기구 부착 (PAT) 제품입니다.
* 원터치 조작으로 쉽게 소켓의 탈착이 가능합니다.
용도
높은 곳에서 토르크 관리를 필요로 하는 조립 · 정비 점검에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 4~20 | 10~50 | 20~100 | 28~140 | 40~200 |
| 60~300 | 75~400 | 120~600 | 150~800 |
(7) 프리세트형 토르크렌치 (좌 우 양방향용 제품)

기능
* 볼트 · 너트 류의 체결 전용 토르크 렌치입니다.
* 토르크 설정은 직접 수치를 읽을수 있는 기계 기구의 디지털 표시 값을 제공합니다.
* 미리 설정 한 토르크 값에 도달하면 "딸깍"소리, 또는 손에 가벼운 '진동'으로 알려드립니다.
* 토르크 렌치 본체를 반전 시킴으로써 좌 나사 체결이 가능합니다.
용도
토르크 관리를 필요로 하는 곳에서의 좌우 나사의 휠 너트의 체결, 조립, 정비 점검에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 20~100 | 28~140 | 40~200 | 60~300 | 75~400 |
| 120~600 | 150~800 |
(8) 단동형 토르크렌치

기능
* 볼트 · 너트 류의 체결 전용 토르크 렌치입니다.
* 토르크 설정은 직접 수치를 읽을수 있는 기계 기구의 디지털 표시 값을 제공합니다.
* 미리 설정 한 토르크 값에 도달하면 "딸깍"소리, 또는 손에 가벼운 '진동'으로 알려드립니다.
용도
토르크 관리를 필요로 하는 곳에서 조립 · 정비 점검에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 0.6~6 | 3~17 | 6~34 | 17~85 | 34~204 |
| 40~340 | 136~813 |
(9) 디지털 타입 토르크렌치
NC트르콘

기능
NC 트르콘과 토르크 값에 의한 자동 제어 기능을 탑재하고 설정 값으로 자동 정지하는 전기 토르크 렌치입니다.
용도
산업 기계 및 공업 제품 · 자동차 · 플랜트 · 건축 · 철도 · 조선 등 조임 토르크 관리가 필요한 작업에 적합합니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 350~800 |
(10) 디지털 타입 라쳇헤드 토르크렌치

기능
* 라쳇 헤드 타입의 디지털 토르크 렌치입니다.
* 직감에 의존하지 않고 디지털로 누구나 쉽게 토르크 관리를 할 수 있습니다.
* 설정된 토르크 값에 도달하면 소리와 빛으로 알려드립니다.
* 측정 토르크 값을 PC로 데이터 전송 가능합니다.
용도
토르크 관리를 필요로 하는 곳에서의 체결, 조립 · 정비 점검 등의 다양한 작업과 실제 토르크 값의 측정 데이터 관리에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 6~30 | 12~60 | 17~85 | 27~135 | 40~200 |
| 68~340 | 100~500 | 170~850 |
(11) 디지털 타입 어댑터타입 토르크렌치

기능
* 라쳇핸들, 스피너 핸들 등의 수동 핸들 류와 소켓 사이에 장착하여 사용하는 디지털 토르크 측정기입니다.
* 두 가지 측정 모드 (피크 모드 트랙 모드)를 전환 할 수 있습니다. 좌우 양쪽 회전 방향에 대응합니다.
* 목표 토르크에 도달하면 부저음 (간헐적)로 알려 오버 토르크 방지 기능을 탑재하고 있습니다.
* 목표 토르크의 50 % ~ 95 %의 범위에서 부저 알림을 설정할 수 있습니다.
용도
토르크 관리를 필요로 하는 곳에서의 일반 체결 조립 · 정비 점검, 실제 토크 값의 측정에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 10~135 | 20~200 |
(12) 디지털 타입 토르크 드라이브

기능
* 끝부분의 홀더에 비트를 꽂아 사용하는 드라이버 유형의 디지털 토르크 측정기입니다.
* 작은 토르크에 대응합니다.
* 오버 토르크 방지 기능 탑재, 목표 토르크에 대해 50 % ~ 95 %의 범위에서 허용치를 설정할 수 있어
허용치에 도달하면 부저음과 적색 LED 점등으로 체결 상황을 알려드립니다
용도
작은 토르크로 체결하면서 토르크 관리와 실제 토르크 값의 측정에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(CN・m) |
|---|
| 30~300 | 60~600 |
(13) 다이얼방식 토르크렌치

기능
* 눈금바늘을 지침에 맞게 부하를 걸면 置눈금바늘이 이동하여 실제 토르크의 최대 값이 정확하게 읽을 토르크 렌치입니다.
* 볼트 · 너트 류의 실험, 연구 및 검사 용으로 토르크 값의 측정에 사용할 수 있습니다.
* 다이얼 표시기에는 보호대가 붙어 있기 때문에, 메모리 눈금판의 변형을 방지하고 먼지로부터 보호합니다.
용도
실험 · 연구 및 검사 용으로 실제 토르크 값의 측정에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 3~15 | 7~35 | 10~70 | 40~200 | 70~350 |
| 160~800 | 250~1300 |
(14) 플레이트형 토르크렌치

기능
팔의 힘에 따라 굴곡 헤드에 고정 지침서가 움직임 플레이트의 눈금 토르크 값을 표시하는 토르크 렌치입니다.
볼트 · 너트 류의 실험, 연구 및 검사 용으로 토르크 값의 측정에 사용할 수 있습니다
용도
실험 · 연구 및 검사 용으로 실제 토르크 값의 측정에 최적입니다.
| 토르크 능력 범위 최소 ~ 최대 표시 단위(N・m) |
|---|
| 0.4~2.5 | 2~6 | 2~12 | 5~34 | 10~70 |
| 30~210 |
제 3 장 토르크렌치의 선택방법
(1) 작업용도에 알맞는 토르크렌치 타입을 선택합니다.
프리세트형

라쳇기구 (회전 방향을 한 방향으로하기 위해 사용되는기구. 역 회전 표류하고 반복 작업이 가능하다)를 채용하고 있기 때문에
좁고 뒤얽힌 체결 부분이나 생산 라인에서 많은 볼트를 반복 체결 경우에 추천합니다 (다이얼, 플레이트 형보다 작업 효율이 좋기 때문에).
토크 능력 범위 내이면 소켓 크기를 바꾸어 사용할 수 있습니다.
이 유형은 토르크 계측을 할 수 없습니다
몽키형 스패너형

볼트 크기를 신경 쓰지 않고 사용할수 있습니다 (단, 구경 능력 범위 내에 한정합니다).
주로 배관 연결부 등 소켓이 적용되지 않는 부분의 작업에 적합합니다.
이 유형은 토르크 계측을 할 수 없습니다.
다이얼 플레이트형

출력 각도가 고정되어 있기 때문에 좌우 양방향으로 체결 및 토르크 측정이 가능합니다.
라쳇기구 (회전 방향을 한 방향으로하기 위해 사용되는기구. 역 회전 표류하고 반복 작업이 가능해진다)가 없기 때문에
렌치의 회전 방향에 장애물이 있으면 소켓 을 이동할 기준이 필요합니다.
주로 실제 토르크 측정 등 검사 · 연구에 이용되고 있습니다.
토르크 능력 범위 이내이면 소켓 크기를 바꾸어 사용할 수 있습니다.
디지털형

측정 토르크 값을 디지털로 표시합니다. 미리 설정 한 토르크 값에 도달하면 "소리 와 표시"에서 알려드립니다.
좌우 양방향으로 체결과 실제 토르크 측정이 가능합니다.
체결 데이터 관리도 할 수있는 기종이나 드라이버 유형도 있습니다.
(2) 용량을 선택합니다
사용 빈도, 사용 토르크 값에 따라 용량에서 검색합니다. 토르크렌치의 최대 능력의 30 ~ 80 %가 사용 최적 범위입니다.
제 4 장 토르크렌치의 기본적인 사용방법
사전 설정 형 토크 렌치 (직접 세트 타입)을 예로 토크 렌치의 기본적인 사용법을 설명합니다.
더 자세한 사용법 및 기타 토르크 렌치의 사용 방법은 제품설명서를 참조 하십시오.
(1) 필요한 도구

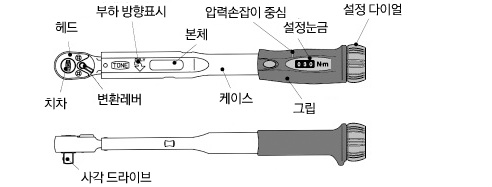
(2) 각 부분의 명칭
(3) 조립방법 - 체결 볼트에 맞는 소켓을 장착 소켓의 회전 방향을 맞춥니다.

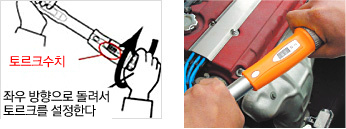
(4) 토르크 단위설정
(5) 볼트의 잠금

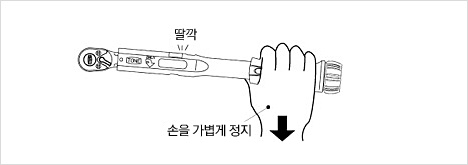
먼저 볼트를 설치 한 너트 부분에 소켓을 연결합니다.
그리고 위의 오른쪽 그림과 같이 화살표 방향으로 돌려 체결 설정된 토르크 값에 도달하면 "딸깍" 소리 나므로
이때 손에 가벼운 '진동과 슬립' 느껴지면 체결이 완료됩니다.
위에 게재 된 내용은 일반적인 토크 렌치 사용법을 설명한 것입니다.
실제로 사용하기 전에 반드시 제공된 설명서를 읽어 보시기 바랍니다.
자료제공 : TONE JAPAN
번역작성 : 코리아서커스 강경훈




 051-751-0790
051-751-0790






























회원에게만 댓글 작성 권한이 있습니다.